تلقیح عناصر انتقالی توسط افزودن آمیژان آلومینیوم بور AlB2 و AlB12 برای کاهش اثر مخرب این عناصر

تلقیح عناصر انتقالی توسط افزودن آمیژان آلومینیوم بور AlB2 و AlB12 برای کاهش اثر مخرب این عناصر بر روی هدایت الکتریکی آلومینیوم با خلوص 6/99 % در خطوط CCL ( خط ریخته گری و نورد پیوسته) برای تولید هادی
(قسمت اول)
خلاصه
استفاده بهینه از بور( به صورت آمیژان آلومینیوم بور) جهت حذف ناخالصی های فلزات انتقالی از مذاب آلومینیوم جهت تولید آلومینیوم گرید الکتریکی(EC) مورد آزمایش قرار گرفت. نرخ(سرعت) حذف تیتانیوم و وانادیم مورد ارزیابی قرارگرفت. وقایعی که پس از افزودن بور به مذاب اتفاق می افتد را می توان فرایند های دیفوزیون، انتقال جرم و آگلومراسیون/ رسوب ذرات در نظر گرفت. نشان داده شده است که نوع بورید(AlB2 , AlB12) در آمیژان آلومینیوم بور اثر قابل ملاحظه ای در بهبود هدایت الکتریکی ندارد.
- مقدمه:
به طور تاریخی، فلز مس فلز منحصر بفردی است که جهت انتقال انرژی الکتریکی از منبع تولید به مصرف کننده به دلیل هدایت الکتریکی بالای آن و همچنین خواص مکانیکی خوب آن مورد استفاده قرار می گیرد. منابع مواد خام فلز مس در جهان محدود است. مشخص شده است که حدود 0.01% از پوسته زمین حاوی مس می باشد در حالیکه 8% آن شامل ماده اولیه فلز آلومینیوم می باشد .
ذخایر فلز مس در حال کاهش می باشد و همچنین امروزه برای بدست آوردن خلوص مورد نیاز در فلز مورد استفاده در کابل ها و هادی ها ، مراحل خالص سازی اضافی بایستی انجام گیرد. مس یک فلز استراتژیک است ، بنابراین قیمت گذاری آن در بازار های جهانی همواره تحت تاثیر بحران های سیاسی بوده و بر روی پیش بینی ها اثرگذار است. از طرف دیگر آلومینیوم به خوبی به عنوان فلز مورد استفاده در انتقال انرژی الکتریکی پذیرفته شده است .
زمانی که نوسانات قیمتی آلومینیوم و مس در بازارها مورد مقایسه قرار می گیرد، به راحتی مشاهده می شود که مس روند رو به افزایش بیشتری در مقایسه با آلومینیوم دارد. امروزه، نمودار نوسان قیمت دو فلز در بازار جهانی برخی حالت ها را نشان می دهد و گمان می رود در آینده شرایط مشابهی اتفاق افتد. در حال حاضر چشم انداز قیمت آلومینیوم کاملا به مذاکرات فی مابین تولید کنندگان عمده بازار وابسته است. در روند جهانی شدن، شرکت ها بایستی به رقابت شدید در بازارهای بزگ منطقه ای فایق آیند.
مطابق داده های آماری، قیمت پایه LME آلومینیوم گرید EC به صورت LME+150-200 $/ton تحویل در محل کارخانه تولید کننده هادی تعریف شده است. از طرف دیگر ، قیمت خرید آلومینیومی که در این مقاله تحت عنوان ” 99.6%” عنوان شده است LME+30-55 $/ton تحویل در بندر کشور مقصد می باشد. این مهم ترین دلیل تحقیق بر روی امکان پذیری حفظ سهم آلومینیوم 99.6% در محدوده قابل قبول کارخانجات تولید هادی های الکتریکی و صنایع وابسته می باشد. مقدار مصرف آلومینیوم کارخانه مورد مطالعه 7000 الی 10000 تن در سال می باشد. اگر آلومینیوم مورد مطالعه در کارخانه مورد مصرف قرار گیرد، مقدار کاهش هزینه سالانه ناخالص حدود 000/700 دلار در سال خواهد بود.
- پیش نیازهای کار آزمایشی در خط ریخته گری و نورد پیوسته
تمامی کارهای مربوط به این تحقیق در کارخانه مورد مطالعه انجام گردیده است . خط CCL کارخانه شامل 4 قسمت است که به صورت شماتیک در شکل (1) نشان داده شده است. این خط شامل یک کوره ذوب، دو کوره نگهدارنده، چرخ ریخته گری و دستگاه نورد می باشد. ظرفیت کوره ذوب 2.5 تن در ساعت می باشد. هر یک از کوره های نگهدارنده که قابلیت خم شدن(tilting) دارند دارای ظرفیت بارگیری 10 تن می باشند . چرخ ریخته گری دارای شیار ذوذنقه ای شکل روباز برروی سطح خود می باشد که می تواند کست بار با سطح مقطع mm2 1078 تولید کند(شکل 2) . آخرین قسمت دستگاه، نورد می باشد که شامل 8 رول نورد با کاهش 25% در هر مرحله می باشد. چرخ ریخته گری و دستگاه نورد ساخت شرکت spidem-clecim فرانسه می باشند.
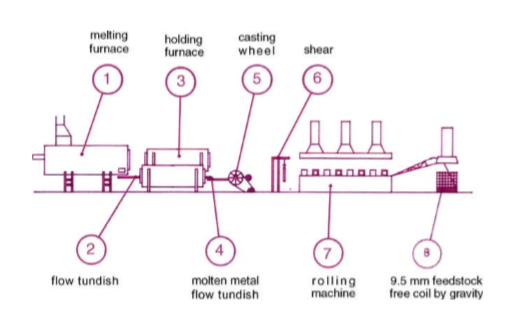
شکل (1) خط ریخته گری و نورد پیوسته
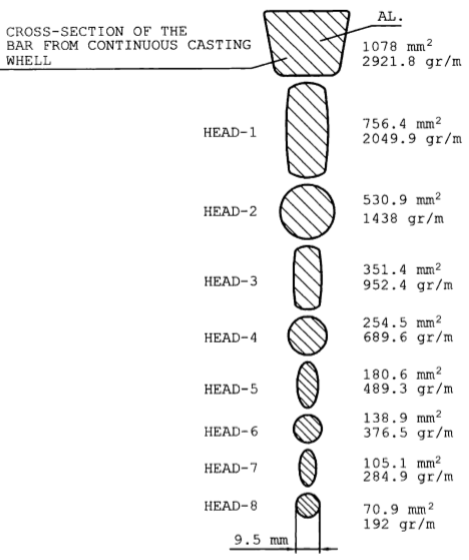
شکل(2) مراحل کاهش سطح مقطع شمش ذوذنفه ای شکا در هر یک از مراحل نورد پیوسته
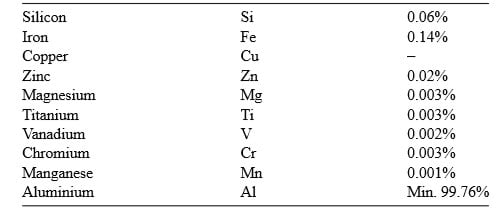
آلومینیوم با خلوص 6/99 % با آنالیز ارایه شده در جدول (1) مستقیما جهت تولید هادی های الکتریکی تمام آلومینیومی (AAC) و هادی های آلومینیومی (ACSR) و سایر انواع کابلهای الکتریکی استفاده نمی شود چراکه محدودیت هدایت الکتریکی سیم های تابیده شده حداقل IACS%61 می باشد. محدوده آنالیز معمول آلومینیوم گرید EC که بعنوان ماده اولیه جهت تولید هادی های الکتریکی مورد قبول مورد استفاده می باشد در جدول (2) نشان داده شده است. آنالیز اسپکترومتری آلومینیوم معمول مورد استفاده در کارخانه در جدول (3) نشان داده شده است. اندازه گیری های انجام شده بر روی مفتول های های تولید شده از آلومینیوم 99.6% نشانگر نوسانات اندازه گیری هدایت الکتریکی در سیم هایی می باشد که به صورت خلاصه در جدول (4) آورده شده است.
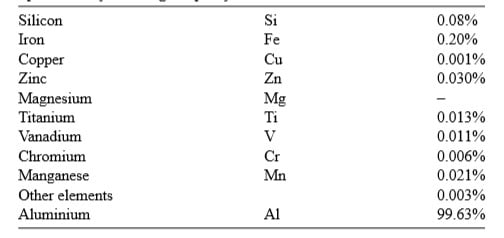
جدول (1). آنالیز آلومینیوم 99.6%
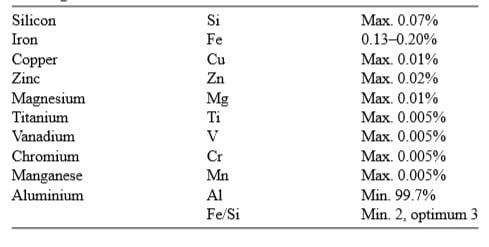
جدول (2) محدوده ترکیب شیمیایی آلومینیوم مورد استفاده در تولید هادی های الکتریکی
جدول (3) آنالیز آلومینوم گرید EC 99.7%
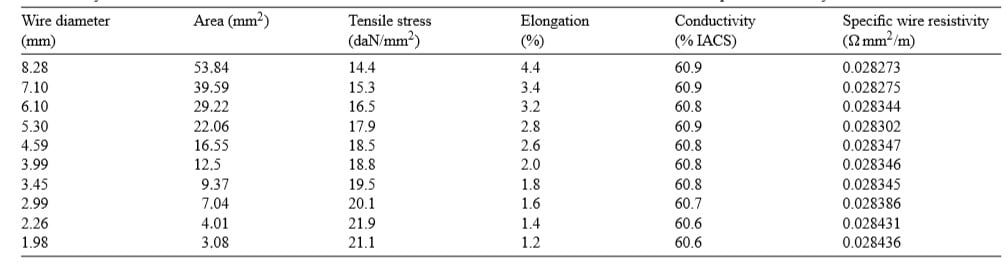
جدول (4) هدایت الکتریکی و خواص مکانیکی اندازه گیری شده بر روی سیم های با قطر متفاوت کشیده شده از راد 9.5 میلی متری تولید شده از آلومینیوم 99.6%
آنچنانکه از جدول (4) مشاهده می شود، تمامی مقادیر هدایت الکتریکی کمتر از حداقل IACS%61 مورد نیاز به واسطه استاندارد IEC 1089 و ASTM B232 و DIN 48201 می باشد. همچنین بسیار ضروری است که راد تولید شده از آلومینیوم بهینه شده، از محدوده مورد قبول هیچ یک از پارامترای مورد نظر در استانداردهای مربوطه عدول نکند.
موارد ذیل به عنوان بایدهای مهم در آزمایشات انجام شده در خط تولید در نظر گرفته شد.
- هر روش عملی که جهت بهبود آلومینیوم با ناخالصی بالای ارایه شده در جدول (1) ارایه می شود نباید کاهش بیش از 10% در ظرفیت عملی خط CCL ایجاد کند.
- پس از تحقق بهبود بر روی ماده اولیه آلومینیوم ارزان قیمت، هر دو مورد راد 5 میلی متری و سیم های کشده شده به قطر های مختلف بایستی به راحتی تمامی الزامات استاندارد های مربوطه مانند استاندارد IEC 1089 و ASTM B232 و DIN 48201 را برآورده کنند.
- پیشرفت هایی که بایستی انجام شود بایستی توسط کارکنانی که مسئولیت فعالیت های تولیدی در خط را دارند ، انجام شود، به عبارت دیگر ، این فرایند بایستی بدون نیاز به نفرات متخصص قابل اجرا باشد. . این فرایند یک کار آزمایشگاهی نمی باشد چراکه ذات فرایند CCL ، فرایند تولید انبوه می باشد. با در نظر گرفتن محدودیت های شرکت در رابطه با فرایند CCL که قبلا توضیح داده شد، آزمایشات در سه مرحله برنامه ریزی شد تا نا خالصی های Ti، V و Cr به دیبورید های TiB2، VB2 و CrB تبدیل شوند تا اثر مخربی بر روی خواص الکتریکی فلز نداشته باشند.
2-1- مراحل آزمایشات
مرحله یک: پرکردن کوره نگهدارنده با 10 تن مذاب با ترکیب ذکر شده در جدول (1) و افزودن 5% آمیژان AlB12 به صورت شمش و سپس ریخته گری و نورد( شکل های 1 و 2 را ببینید)
مرحله دوم: وقتی که مذاب با ناخالصی بالا به سمت چرخ ریخته گری جریان می یابد، عمل تلقیح با استفاده از 4% آمیژان AlB12 به شکل راد به قطر 9.5 میلی متر انجام می شود. در ادامه فرایند نورد انجام شده و پارامترهای اندازه گیری شده بررسی می شوند.
مرحله سوم: زمانی که مذاب با ترکیب ذکر شده در جدول (1) به طرف چرخ ریخته گری جریان می یابد، تلقیح با استفاده از 3% آلیاژ فاز AlB2(آمیژان آلومینیوم بور) انجام می شود و سپس کست بار(شمش خروجی چرخ ریخته گری) نورد می شود . پس از بررسی نتایج حاصل، درصورتی که نتایج حداقل نیازهای استاندارد را برآورده کند تولید هادی شروع خواهد شد.
- کاربرد مرحله یک
پنجاه تن آلومینیوم با ناخالصی بالا با درنظر گرفتن ظرفیت کوره نگهدارنده به کوره ذوب تزریق گردید. به دلیل انجام عمل تلقیح با افزودن 5% آمیژان آلومینیوم بور AlB12 به صورت شمش در کوره نگهدارنده ، خط ریخته گری پیوسته بر اساس ظرفیت کوره نگهدارنده و مذاب آماده شده در آن راه اندازی می شود . پس از پر کردن کوره نگهدارنده، مذاب در این کوره در طول مدت زمان گاز زدایی و سرباره گیری نگه داری می شود .
درجه حرارت کوره نگهدارنده حدود c ͦ 850 می باشد. افزودن مقدار مورد نیاز از شمش 5% آمیژان AlB12 به کوره با استفاده از فرمول (1) انجام می شود. سپس مذاب جهت واکنش همگن آمیژان به خوبی به هم زده می شود و به مدت 2 ساعت در دمای c ͦ 850 – 800 نگه داشته شده و سرباره گیری انجام می شود . سپس فرایند تولید و تحلیل نتایج انجام می گردد .

در این فرمول حرف B نشانگر وزن کل آمیژان آلومینیوم بور 5% AlB12 به کیلو گرم می باشد. Cr,Ti,V و Zr نشانگر درصد وزنی عناصر ناخالصی مذکور می باشد ، M نشانگر وزن آلومینیومی که بایستی فرایند بر روی آن انجام شود به کیلو گرم و P غلظت AlB12 (درصد وزنی) می باشد . آزمایشات مربوطه 9 بار تکرار شد.
- کاربرد مراحل دو و سه
- قرار دادن شمش های تی بار(شمش به شکل حرف T) آلومینیوم با مقدار ناخالی بالای Ti، V و Cr مطابق جدول (1) در کوره ذوب . حداکثر مقدار برنامه ریزی شده آلومینیوم جهت آزمایش 200 تن می باشد.
- پر کردن کوره نگهدارنده و تمیز کردن مذاب با فلاکس
- نصب دستگاه مخصوص شارژ آمیژان (به صورت مفتول ) و همچنین تجهیزات اندازه گیری جریان مذاب در مسیر مذاب
- تنظیم تمامی قسمت های دستگاه برای راه اندازی سیستم در حالت پایدار و سپس تزریق آمیژان (master alloy) AlB12 4% به قسمت باریک لاندر نشان داده شده در شکل (3)
- کست بار تولید(شمش خروجی چرخ ریخته گری) شده از مذاب حاوی AlB12 4% به دستگاه نورد تغذیه می شود تا 75 تن مفتول آلومینیومی تولید گردد.
- در مرحله 3، تمامی مراحل انجام کار مشابه مرحله 2 می باشد فقط تلقیح مذاب با آمیژان در کانال انتقال مذاب توسط AlB2 3% انجام می شود. شمش ذوذنقه ای شکل خارج شده از چرخ ریخته گری (شکل 1 و 2) جهت رسیدن به قطر 5/9 میلیمتری نورد می شود و تمام خواص فیزیکی آن قبل و بعد از فرایند آزمایش می شود .
مراحل 2 و 3 شامل انجام فرایند افزودن آمیژان به مذاب در کانال انتقال مذاب مابین خروجی کوره نگه دارنده و چرخ ریخته گری می باشد . برای اجرای موفق تاقیح زمانی که مذاب جریان می یابد، یک واحد مخصوص تغذیه کننده کنترل شونده با سرعت جریان مذاب برای استفاده از آمیژان مفتولی شکل به قطر 9.5 میلی متر، ساخته شده و در مسیر مذاب پس از کانال انتقال مذاب نصب شده است.
چهار درصد آمیژان AlB12 و سه درصد آمیژان فاز AlB2 به مذاب حاوی عناصر ناخالی افزوده می شود تا عناصر ناخالصی به ویژه Ti، V و Cr را در مراحل 2 و 3 به دیبوریدهای ریز تبدیل کند. درجه حرارت آلومینیوم در کانال انتقال مذاب حدود cͦ 750 می باشد. زمانی که سرعت افزودن مفتول اضافه می شود، به دلیل زمان ناکافی جهت تبادل حرارت، مشکل ذوب در نقطه تماس مفتول سرد و مذاب اتفاق می افتد . بنابراین واحد افزودن مفتول با فاصله 400 الی 500 میلی متری از دریچه تخلیه کوره نگهدارنده نصب شده است تا کاهش درجه حرارت را حبران کند. بر اساس فرمول ارایه شده در رابطه (2)، مقدار افزودنی مورد نیاز(F) محاسبه می شود.
برچسبها:CCl, آداک متال, آمیژان, آمیژان آلومینیوم, آمیژان آلومینیوم بور



